电话:0572-6090181
手机:13868279682
网址:www.ourprimary.com
地址:浙江省湖州市长兴县虹星桥毕家村
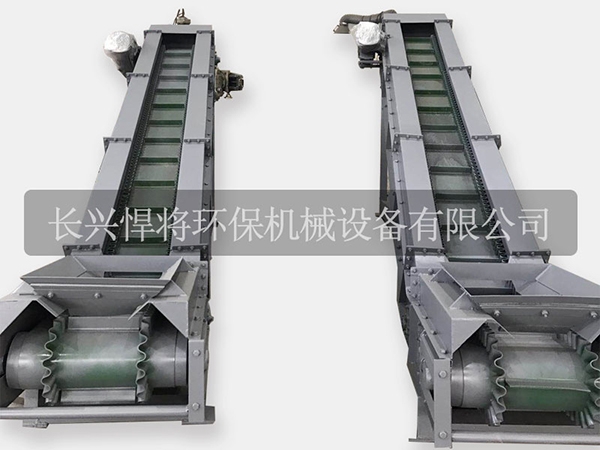
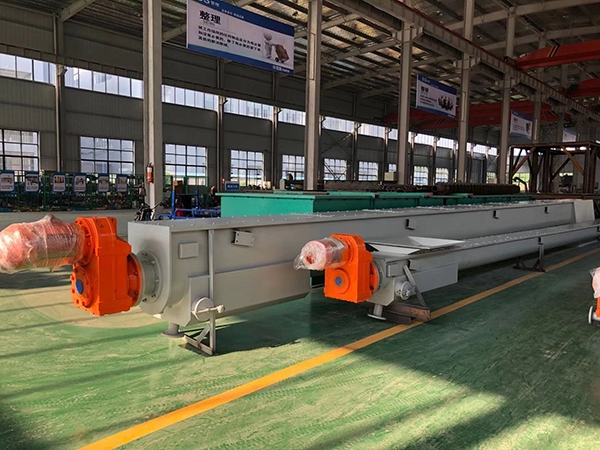
螺旋输送机的安装要求是:
1.螺旋机安装前20天,应灌溉基础。 基本系统应能够确保螺杆机在运行过程中具有自己的足够稳定性。
2.在安装螺丝机之前,应检查企业的所有零件并进行安装,并通过各种环境污染清理内部和外部。
3.应将两个相邻的法兰表面连接起来,以形成一个平坦,紧实的外壳内表面,并在接头处形成错误的接头位置。 显影偏差不超过1.4mm。
4.在外壳的法兰之间,允许使用石棉橡胶垫将外壳和螺旋体的累积长度调整到一定的误差。
5.螺钉的标称外径与外壳的标称值一致。
6.螺丝机螺丝的轴承应可靠地固定在外壳的耳上。 与相邻区域的螺旋结构连接后,螺旋方向的旋转应均匀。 在安装过程中,可以在悬吊轴承支架和壳体凸耳之间添加调节垫片,以确保螺旋体轴线的同轴度达到
7.当螺旋机为单驱动器时,应打开尾轴承孔盖以进行测量 并分析要钻孔的轴承端面。 盖板的距离不能小于20mm。
8.螺旋机主轴与减速机轴之间的同轴度应符合GB1184--80“无公差的形状和位置的公差规定”的规定。
9.安装螺丝机的基座后,拧紧地脚螺栓。
10.所有数据连接螺栓均已拧紧到可靠的保证等级。
11. LS螺旋输送机的盖板应轮流安装,并且每隔0.5m间隔应粘上盖板扣。 后盖应在每个盖的重叠处用一个盖扣锁定,并且螺丝机的末端应被粘住。 一到两个盖扣可确保螺丝机的质量。
12.集尘口,进风口和出风口应避免保护罩的法兰和盖子之间重叠。 通常,采用一些实际的现场焊接。
螺旋输送机运维技术的主要内容要求如下:
1.螺旋机应在无负荷控制的情况下启动,即在无物料的情况下启动, 启动后送入螺丝机。 开车前后,应定期组织检查减速器之间的传动机构是否稳定,如有异常情况,应立即停止停车管理检查,并设法消除。 在检查过程中,螺旋覆盖物行业以及螺旋中是否有沉积物或其他垃圾碎片。 当螺旋被阻塞时,禁止学习驾驶。
2.当螺旋机与初始进料不同时,应逐渐提高进料速度,直到最终达到基本额定电压输送专业能力,并且进料应均匀,否则容易造成物料堆积。 社会运输过程中,带动了生产设备。 过载,使整个机器可能会尽快损坏。
3.为了有效地确保研究螺旋机的要求而又不影响启动的负荷,输送机应在停止前停止进料,并且在机壳中的物料完全用完后必须停止正常操作。
4.输送的相关材料不得直接与坚硬和笨重的材料混合。 无法避免由于螺旋卡塞而损坏该螺旋机。
5.在使用中,经常对螺旋机各部分的工作和生活状况进行教育和检查,注意紧固件材料是否松动,如如果发现内部零件松动,则应立即拧紧螺钉以重新拧紧。
6.应特别注意儿童以增加螺丝联结轴之间的螺丝数量是否已松动,掉落或切断。 如果发现这种文化现象,则必须立即处理并纠正停车问题。
7.在机器公司运行期间,请勿取下螺旋输送机的盖子,以免造成患者事故。
8.应积极监督,检查并消除在螺丝机运行过程中发生的异常心理现象,并迫使他们进行操作。
9.螺丝机的每个运动部件应经常润滑。